
[કૉપિ કરો] DIN7991 હેક્સ સોકેટ કાઉન્ટરસ્કંક સ્ક્રુ ગ્રેડ કાર્બન સ્ટીલ ઝિંક પ્લેટેડ ગ્રેડ 8.8 10.9
![[કૉપિ કરો] DIN7991 હેક્સ સોકેટ કાઉન્ટરસ્કંક સ્ક્રુ ગ્રેડ કાર્બન સ્ટીલ ઝિંક પ્લેટેડ ગ્રેડ 8.8 10.9 ફીચર્ડ છબી](https://cdn.globalso.com/hongjifasteners/Hex-socket-countersunk-screw-ZP-1.jpg)
![[કૉપિ કરો] DIN7991 હેક્સ સોકેટ કાઉન્ટરસ્કંક સ્ક્રુ ગ્રેડ કાર્બન સ્ટીલ ઝિંક પ્લેટેડ ગ્રેડ 8.8 10.9](https://cdn.globalso.com/hongjifasteners/Hex-socket-countersunk-screw-ZP-3.jpg)
![[કૉપિ કરો] DIN7991 હેક્સ સોકેટ કાઉન્ટરસ્કંક સ્ક્રુ ગ્રેડ કાર્બન સ્ટીલ ઝિંક પ્લેટેડ ગ્રેડ 8.8 10.9](https://cdn.globalso.com/hongjifasteners/Hex-socket-countersunk-screw-ZP-4.jpg)
![[કૉપિ કરો] DIN7991 હેક્સ સોકેટ કાઉન્ટરસ્કંક સ્ક્રુ ગ્રેડ કાર્બન સ્ટીલ ઝિંક પ્લેટેડ ગ્રેડ 8.8 10.9](https://cdn.globalso.com/hongjifasteners/Hex-socket-countersunk-screw-ZP-6.jpg)
![[કૉપિ કરો] DIN7991 હેક્સ સોકેટ કાઉન્ટરસ્કંક સ્ક્રુ ગ્રેડ કાર્બન સ્ટીલ ઝિંક પ્લેટેડ ગ્રેડ 8.8 10.9](https://cdn.globalso.com/hongjifasteners/Hex-socket-countersunk-screw-ZP-5.jpg)
[કૉપિ કરો] DIN7991 હેક્સ સોકેટ કાઉન્ટરસ્કંક સ્ક્રુ ગ્રેડ કાર્બન સ્ટીલ ઝિંક પ્લેટેડ ગ્રેડ 8.8 10.9
વર્ણન
ઝડપીપ્રતિભાવ
ઝડપીઅવતરણ
ઝડપીડિલિવરી
ડિલિવરી મોકલવા માટે તૈયાર
૧૦૦૦૦+ વેરહાઉસમાં SKU
અમે RTS વસ્તુઓ માટે પ્રતિબદ્ધ છીએ:
૭૦% ડિલિવર કરેલી વસ્તુઓ ૫ દિવસની અંદર
૮૦% ડિલિવર કરેલી વસ્તુઓ ૭ દિવસની અંદર
૯૦% ડિલિવર કરેલી વસ્તુઓ૧૦ દિવસની અંદર
જથ્થાબંધ ઓર્ડર, કૃપા કરીને ગ્રાહક સેવાનો સંપર્ક કરો

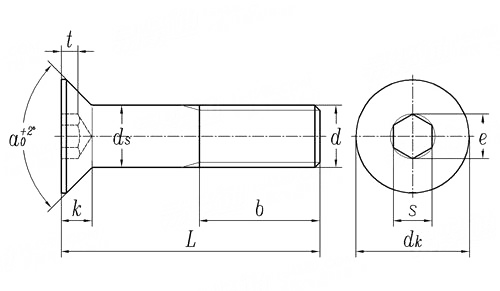
| d | M3 | M4 | M5 | M6 | M8 | એમ૧૦ | એમ ૧૨ | (એમ૧૪) | એમ 16 | (એમ૧૮) | એમ20 | (એમ૨૨) | એમ24 | |
| P | પિચ | ૦.૫ | ૦.૭ | ૦.૮ | 1 | ૧.૨૫ | ૧.૫ | ૧.૭૫ | 2 | 2 | ૨.૫ | ૨.૫ | ૨.૫ | 3 |
| α | ટોલ.(+2) | ૯૦° | ૯૦° | ૯૦° | ૯૦° | ૯૦° | ૯૦° | ૯૦° | ૯૦° | ૯૦° | ૯૦° | ૯૦° | ૬૦° | ૬૦° |
| b | L≤125 મીમી | 12 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 |
| ૧૨૫<લિટર ≤ ૨૦૦ | / | / | / | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | |
| એલ> 200 | / | / | / | / | / | 45 | 49 | 53 | 57 | 61 | 65 | 69 | 73 | |
| dk | મહત્તમ=નોમિનલ | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 27 | 30 | 33 | 36 | 36 | 39 |
| ન્યૂનતમ | ૫.૭ | ૭.૬૪ | ૯.૬૪ | ૧૧.૫૭ | ૧૫.૫૭ | ૧૯.૪૮ | ૨૩.૪૮ | ૨૬.૪૮ | ૨૯.૪૮ | ૩૨.૩૮ | ૩૫.૩૮ | ૩૫.૩૮ | ૩૮.૩૮ | |
| ds | મહત્તમ=નોમિનલ | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| ન્યૂનતમ | ૨.૮૬ | ૩.૮૨ | ૪.૮૨ | ૫.૮૨ | ૭.૭૮ | ૯.૭૮ | ૧૧.૭૩ | ૧૩.૭૩ | ૧૫.૭૩ | ૧૭.૭૩ | ૧૯.૬૭ | ૨૧.૬૭ | ૨૩.૬૭ | |
| e | ન્યૂનતમ | ૨.૩ | ૨.૮૭ | ૩.૪૪ | ૪.૫૮ | ૫.૭૨ | ૬.૮૬ | ૯.૧૫ | ૧૧.૪૩ | ૧૧.૪૩ | ૧૩.૭૨ | ૧૩.૭૨ | 16 | 16 |
| k | મહત્તમ | ૧.૭ | ૨.૩ | ૨.૮ | ૩.૩ | ૪.૪ | ૫.૫ | ૬.૫ | 7 | ૭.૫ | 8 | ૮.૫ | ૧૩.૧ | 14 |
| s | નામાંકિત | 2 | ૨.૫ | 3 | 4 | 5 | 6 | 8 | 10 | 10 | 12 | 12 | 14 | 14 |
| ન્યૂનતમ | ૨.૦૨ | ૨.૫૨ | ૩.૦૨ | ૪.૦૨ | ૫.૦૨ | ૬.૦૨ | ૮.૦૨૫ | ૧૦.૦૨૫ | ૧૦.૦૨૫ | ૧૨.૦૩૨ | ૧૨.૦૩૨ | ૧૪.૦૩૨ | ૧૪.૦૩૨ | |
| મહત્તમ | ૨.૧ | ૨.૬ | ૩.૧ | ૪.૧૨ | ૫.૧૪ | ૬.૧૪ | ૮.૧૭૫ | ૧૦.૧૭૫ | ૧૦.૧૭૫ | ૧૨.૨૧૨ | ૧૨.૨૧૨ | ૧૪.૨૧૨ | ૧૪.૨૧૨ | |
| t | મહત્તમ=નોમિનલ | ૧.૨ | ૧.૮ | ૨.૩ | ૨.૫ | ૩.૫ | ૪.૪ | ૪.૬ | ૪.૮ | ૫.૩ | ૫.૫ | ૫.૯ | ૮.૮ | ૧૦.૩ |
| ન્યૂનતમ | ૦.૯૫ | ૧.૫૫ | ૨.૦૫ | ૨.૨૫ | ૩.૨ | ૪.૧ | ૪.૩ | ૪.૫ | 5 | ૫.૨ | ૫.૬ | ૮.૪૪ | ૯.૮૭ | |
વિગતવાર વર્ણન


ગેલ્વેનાઈઝ્ડ કરવામાં આવે ત્યારે ઉચ્ચ શક્તિવાળા ફાસ્ટનર્સ ચપળતા ઉત્પન્ન કરશે. ખાસ ધ્યાન આપવાની જરૂર છે.
હાઇડ્રોજન એમ્બ્રિટલમેન્ટ સામાન્ય રીતે તણાવ હેઠળ વિલંબિત ફ્રેક્ચર દ્વારા વર્ગીકૃત થયેલ છે. ઓટોમોબાઈલ સ્પ્રિંગ્સ, વોશર્સ, સ્ક્રૂ, શીટ સ્પ્રિંગ્સ અને અન્ય ગેલ્વેનાઈઝ્ડ ભાગોમાં, એસેમ્બલી તૂટી ગયાના થોડા કલાકોમાં, ફ્રેક્ચરનું પ્રમાણ 40% ~ 50% હતું. ખાસ ઉત્પાદનના કેડમિયમ-પ્લેટેડ ભાગોનો ઉપયોગ કરવાની પ્રક્રિયામાં, બેચ ક્રેક ફ્રેક્ચર થયું હતું, અને રાષ્ટ્રીય કી સમસ્યા હલ કરવામાં આવી હતી અને કડક ડિહાઇડ્રોજનેશન પ્રક્રિયા ઘડવામાં આવી હતી. વધુમાં, કેટલાક હાઇડ્રોજન એમ્બ્રિટલમેન્ટમાં વિલંબિત ફ્રેક્ચરની ઘટના દેખાતી નથી, જેમ કે: ઇલેક્ટ્રોપ્લેટિંગ હેંગર (સ્ટીલ વાયર, કોપર વાયર) ઘણી વખત ઇલેક્ટ્રોપ્લેટિંગ અને પિકલિંગ પ્લેટિંગને કારણે, હાઇડ્રોજન પેનિટ્રેશન વધુ ગંભીર છે, ઘણીવાર ઉપયોગમાં એક ફોલ્ડ બરડ ફ્રેક્ચર ઘટના દેખાય છે; શોટગનનો મેન્ડ્રેલ, ઘણી વખત ક્રોમિંગ પછી, જમીન પર પડી ગયો અને તૂટી ગયો; અથાણાં કરતી વખતે કેટલાક ક્વેન્ચેડ ભાગો (મોટા આંતરિક તાણ) ફાટી જશે. આ ભાગો ગંભીર રીતે હાઇડ્રોજનેટેડ છે અને બાહ્ય તાણ વિના ક્રેક થશે, જેનો ઉપયોગ હવે ડિહાઇડ્રોજનેશન દ્વારા મૂળ કઠિનતાને પુનઃસ્થાપિત કરવા માટે થઈ શકતો નથી.
સામગ્રીની મજબૂતાઈ જેટલી વધારે હશે, હાઇડ્રોજન એમ્બ્રિટલમેન્ટ સંવેદનશીલતા એટલી જ વધારે હશે. ઇલેક્ટ્રોપ્લેટિંગ પ્રક્રિયા સ્પષ્ટીકરણોનું સંકલન કરતી વખતે સપાટી સારવાર ટેકનિશિયન દ્વારા આ એક મૂળભૂત ખ્યાલ સ્પષ્ટ કરવો આવશ્યક છે. આંતરરાષ્ટ્રીય ધોરણો દ્વારા જરૂરી તાણ શક્તિ σb>105kg/mm2 ધરાવતા સ્ટીલ્સને પ્રી-પ્લેટિંગ તણાવ અને તે મુજબ પ્લેટિંગ પછી ડિહાઇડ્રોજનેશન સારવાર આપવી જોઈએ. ફ્રેન્ચ ઉડ્ડયન ઉદ્યોગને ઉપજ શક્તિ σs>90kg/mm2 ધરાવતા સ્ટીલ ભાગો માટે અનુરૂપ ડિહાઇડ્રોજનેશન સારવારની જરૂર છે.
સ્ટીલની મજબૂતાઈ અને કઠિનતા વચ્ચે સારા પત્રવ્યવહારને કારણે, મજબૂતાઈ કરતાં કઠિનતા દ્વારા સામગ્રીની હાઇડ્રોજન એમ્બ્રિટલમેન્ટ સંવેદનશીલતાનું મૂલ્યાંકન કરવું વધુ સહજ અને અનુકૂળ છે. કારણ કે એક સંપૂર્ણ ઉત્પાદન ચિત્રકામ અને મશીનિંગ પ્રક્રિયા સ્ટીલની કઠિનતા સાથે ચિહ્નિત થવી જોઈએ. ઇલેક્ટ્રોપ્લેટિંગમાં, અમે જોયું કે HRC38 ની આસપાસ સ્ટીલની કઠિનતા હાઇડ્રોજન એમ્બ્રિટલમેન્ટ ફ્રેક્ચરનું જોખમ દર્શાવવા લાગી. HRC43 કરતા વધારે ભાગો માટે, પ્લેટિંગ પછી ડિહાઇડ્રોજનેશન ધ્યાનમાં લેવું જોઈએ. જ્યારે કઠિનતા HRC60 ની આસપાસ હોય, ત્યારે સપાટીની સારવાર પછી તરત જ ડિહાઇડ્રોજનેશન ટ્રીટમેન્ટ હાથ ધરવી જોઈએ, અન્યથા સ્ટીલના ભાગો થોડા કલાકોમાં ક્રેક થઈ જશે.
પેકિંગ






અમારા વિશે







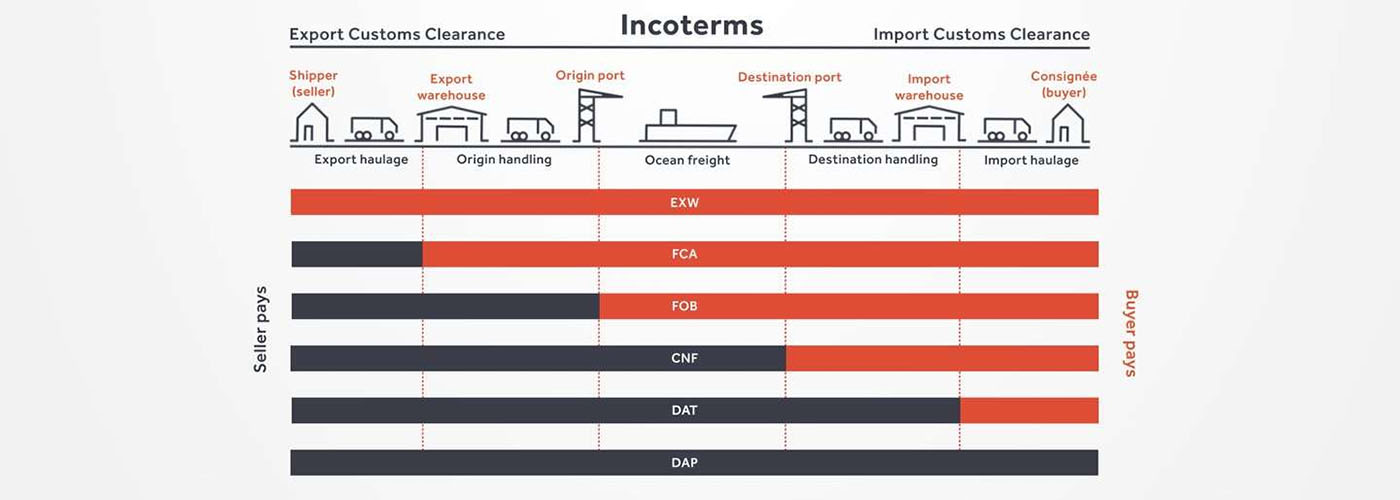
* નીચેનો આકૃતિ વિવિધ ટ્રેડ ઇનકોટર્મ્સને ઓળખે છે. કૃપા કરીને તમને ગમતો એક પસંદ કરો.
હોટ-સેલ પ્રોડક્ટ
ગુણવત્તા પ્રથમ, સલામતીની ગેરંટી




